
- English
- 简体中文
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी

Laboratuvar Değerlerini Anlamak: Rengi Okumanın Doğru Yolu — Mühendislik Plastiklerinde Renk Farkı Kontrolüne Yönelik Üç Temel Parametre
"Renkölçer raporundaki ΔE'nin 2,1 olması kabul edilebilir mi, değil mi?"
"Müşteri Laboratuvar değerlerinin yanlış olduğunu söylüyor ancak renkler bana neredeyse aynı görünüyor."
Bunlar teknik ekibimizin her gün duyduğu sorulardır. Mühendislik plastikleri endüstrisinde renk farkı artık yalnızca çıplak gözle değerlendirilmiyor. İster otomotiv iç parçaları, ister 3C elektronik muhafazalar, ister endüstriyel yapısal bileşenler olsun, müşteriler neredeyse her zaman açıkça şunu belirten bir Renk Farkı Kabul Standardı sunar: ΔE ≤ 0,5, L, a, b değerleri belirtilen toleranslar dahilindedir.
Peki L, a ve b tam olarak nedir? Peki neden görsel incelemeden daha güvenilirler? Bugün bu üç parametreyi mühendislik plastikleri üretimi dilinde açıklayacağız.
I. Rengin “Koordinat Sistemi”: Laboratuvar Renk Uzayı
Haritada bir konumun yerini belirlemek için enlem, boylam ve rakıma ihtiyacınız olduğunu düşünün. Lab renk uzayı renk için “üç boyutlu koordinat sistemidir”.
Uluslararası Aydınlatma Komisyonu (CIE) tarafından 1976 yılında kurulan bu standart, renk ölçümünde küresel altın standart olmayı sürdürüyor. Herhangi bir renk, bu üç boyutlu uzayda bir dizi koordinatla (L, a, b) benzersiz bir şekilde konumlandırılabilir.
• L değeri (Aydınlık) : 0 ile 100 arasında değişir. L=100 saf beyazdır, L=0 saf siyahtır. Mühendislik plastiklerinde siyah bir kısmın grimsi görünmesi veya beyaz bir kısmın sarımsı bir renk alması aslında L değerindeki bir değişikliktir.
• a değeri (Kırmızı-Yeşil renk tonu): Pozitif değerler kırmızıyı, negatif değerler yeşili gösterir. Parlak kırmızı olması gereken alev geciktirici ABS "donuk tuğla kırmızısına" dönüştüğünde sorun muhtemelen a değeridir.
• b değeri (Sarı-Mavi renk tonu) : Pozitif değerler sarıyı, negatif değerler maviyi gösterir. B değeri en "hassas" parametredir; PBT, PC ve naylon gibi malzemeler yüksek sıcaklıkta işleme sırasında sararmaya eğilimlidir. B değeri pozitif yönde değiştiğinde parça gözle görülür şekilde "sarıya döner".
II. Üç Sayı, Üç Yaygın “Renk Farkı Belirtileri”
Üretim alanında Laboratuvar değerlerindeki değişiklikler aracılığıyla temel nedenleri hızlı bir şekilde teşhis ediyoruz:
1. L değerinde büyük sapma – Malzeme durumunu ve kalıplama işlemini kontrol etmeye öncelik verin.
• Yüksek L değeri (çok beyaz/soluk): Muhtemelen düşük kalıp sıcaklığı veya renkli masterbatch'te yetersiz titanyum dioksit.
• Düşük L değeri (çok koyu): Muhtemelen malzeme bozulması (aşırı yüksek sıcaklığa maruz kalma) veya kalıbın zayıf havalandırması.
2. Değerde büyük sapma – Malzeme formülasyonunun kontrol edilmesine öncelik verin.
• Değerde pozitif kayma (kırmızımsı): Alev geciktiricinin yüksek sıcaklıklarda bozunarak renklendiricinin renginin bozulmasına neden olduğu alev geciktirici malzemelerde yaygındır.
3. b değerinde büyük sapma – Kurutma koşullarının ve enjeksiyon sıcaklığının kontrol edilmesine öncelik verin.
• B değerinde pozitif kayma (sarımsı): En yaygın nedeni aşırı kurutma veya aşırı erime sıcaklığıdır. Naylon malzemeler özellikle hassastır; 0,5'lik bir b değeri kayması çıplak gözle gözle görülür şekilde "sarımsı" görünür.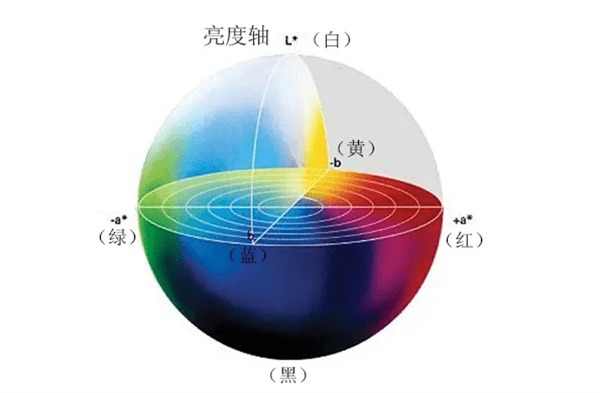
III. ΔE nedir? Neden Sadece ΔE'ye Güvenemiyoruz?
ΔE, L, a ve b boyutlarındaki birleşik sapmadır ve şu şekilde hesaplanır:
ΔE = √[(ΔL)² + (Δa)² + (Δb)²]
Hızlı karar vermeyi kolaylaştıran "toplam renk farkını" özetlemek için tek bir sayı kullanır. Ancak sorun şudur: Aynı ΔE çok farklı renk sapmalarını temsil edebilir.
Örneğin:
• Durum A: ΔL=1,0, Δa=0, Δb=0 → ΔE=1,0 (biraz fazla beyaz)
• Durum B: ΔL=0,6, Δa=0,6, Δb=0,6 → ΔE≈1,04 (her üç yönde de sapmalar)
Her ikisi de neredeyse aynı ΔE'ye sahiptir, ancak Durum B daha "karmaşıktır" ve çıplak gözle "daha bulanık" görünebilir. Bu nedenle, profesyonel renk farkı kontrolünde hem ΔE hem de bireysel toleranslar dikkate alınmalıdır. Otomotiv iç parçaları için ortak bir standart şudur: ΔE < 1,0, |ΔL| < 0,5, |Δa| < 0,5, |Δb| < 0,5.
IV. Renk Farkı Nereden Geliyor? Dört Ortak Kaynak
Müşterilere hizmet verme konusunda uzun yıllara dayanan deneyime dayanarak, renk farkının ana kaynakları dört kategoriye ayrılır:
1. Malzeme partisi değişimi – Farklı mühendislik plastikleri partilerinin temel renginde küçük farklılıklar olabilir. Aynı kalite için bile, POM için partiden partiye b-değerinde 0,3-0,5'lik bir dalgalanma olağandışı bir durum değildir.
2. Kurutma işlemi kontrolden çıktı – Naylon, PET ve PC gibi malzemeler neme karşı hassastır. Az kurutma veya aşırı kurutma sararmaya neden olabilir. Bir durumda, bir operatör kurutma sıcaklığını 80°C'den 100°C'ye çıkararak b değerinin 1,2'den 2,8'e sıçramasına ve tüm partinin hurdaya çıkmasına neden oldu.
3. Enjeksiyon kalıplama işleminde sapma – Karşı basınçta, vida hızında, enjeksiyon hızında, tutma basıncında, kalıp sıcaklığında vb. küçük değişiklikler, eriyik akışını ve kristalleşme davranışını değiştirerek renk görünümünü etkileyebilir. Cam elyaf takviyeli malzemeler özellikle hassastır.
4. Ölçüm ortamı farklılıkları – Farklı kolorimetreler, ışık kaynakları, ölçüm açıklıkları ve hatta operatörün uyguladığı basınç bile okumaları etkileyebilir. Müşteriler ve tedarikçiler birleşik bir ölçüm standardı üzerinde anlaşmalıdır (örneğin, D65 aydınlatıcı, 10° gözlemci açısı).
V. Sonuç: Renk Yönetilebilir
Mühendislik plastiklerinde renk artık bir sır değil. Üç sayı L, a ve b, öznel "Renge yanlış olduğunu düşünüyorum" hissini, "L değeri toleransı 0,6, b değeri 0,8 aşıyor" nesnel gerçeğine dönüştürüyor. Renk farkının dört kaynağını anlamak, sorunları ortaya çıkmadan önlememize yardımcı olur.
Talep Gönder



X
Size daha iyi bir gezinme deneyimi sunmak, site trafiğini analiz etmek ve içeriği kişiselleştirmek için çerezleri kullanıyoruz. Bu siteyi kullanarak çerez kullanımımızı kabul etmiş olursunuz.
Gizlilik Politikası